Tech Column
Selecting Specialty Elastomers for Extreme Oil and Chemical Solvent Environments: Viton (FKM) vs. Fluorosilicone (FVMQ)
Category: Advanced Silicone Applications | Published: 2026-07-02
In chemical processing, semiconductor fabrication, aerospace, and automotive fuel systems, seals and rubber tubing must endure extremely harsh conditions. These include high-temperature fuel, strong acids/alkalis, organic solvents, and extreme temperature swings. Under such demanding service conditions, general-purpose silicones or standard rubbers are prone to swelling, hardening, or cracking. To ensure long-term equipment reliability and safety, Fluorocarbon (Viton/FKM) and Fluorosilicone (FVMQ) are the two most critical specialty elastomers. This article provides an in-depth analysis of their chemical resistance, temperature limits, and mechanical strengths to guide engineers in making precise material selections.
In industrial precision protection and sealing applications, a material's chemical inertness and thermal limit directly determine the lifespan of components. When common seal materials like nitrile rubber (NBR) or standard silicone fail due to swelling upon contact with strong solvents or fuels, specialty fluoroelastomers become the only viable solution. While both Fluorocarbon (Viton/FKM) and Fluorosilicone (FVMQ) contain fluorine atoms, their physical properties and application scenarios differ significantly due to different backbone structures. Below is an in-depth comparison of these two specialty materials:
1. Fluorocarbon Rubber (Viton / FKM): The Shielding Standard for High Temperatures and Strong Corrosives
Viton (FKM) is a saturated carbon-chain elastomer copolymerized from fluorinated monomers:
- Chemical & Oil Resistance: FKM exhibits exceptional chemical stability, withstanding most hydrocarbons, diester-based lubricants, strong acids, high-concentration fuels, and organic solvents. Its chemical resistance leads all common rubber materials.
- Temperature Limits: Continuous operating temperatures range from -15°C to 220°C (with short-term peaks up to 250°C). It retains high mechanical strength and low compression set at high temperatures.
- Limitations: FKM has poor low-temperature elasticity. Below -15°C, it gradually loses flexibility and hardens (brittleness point at -20°C to -30°C), making it unsuitable for extreme cold or high-altitude aerospace applications. Additionally, it has weak resistance to ketones (such as acetone) and low-molecular-weight esters.
2. Fluorosilicone Rubber (FVMQ): The All-Weather Performer Combining Wide Temperature Range and Fuel Resistance
Fluorosilicone (FVMQ) is a copolymer modified by introducing fluorinated alkyl groups into the polysiloxane backbone, combining the advantages of both silicone and FKM:
- Chemical & Oil Resistance: Thanks to the protection of the fluorinated side chains, FVMQ offers excellent resistance to non-polar solvents, aviation fuels, lubricants, methanol fuels, and hydraulic fluids, with very low swelling.
- Outstanding Temperature Range (-60°C to 200°C): This is the core advantage of FVMQ. It maintains excellent softness and sealing flexibility at extremely low temperatures down to -60°C, while retaining continuous heat resistance up to 200°C.
- Limitations: FVMQ has high raw material costs and lower mechanical strength (tensile, tear, and abrasion resistance) compared to Viton (FKM). Thus, it is primarily used in static seals or low-dynamic precision gaskets.
3. Property Comparison Table: EPDM Foam vs. Silicone Foam
| Physical Properties / Metrics |
Fluorocarbon (Viton / FKM) |
Fluorosilicone (FVMQ) |
| Long-term Operating Temp Range |
-15°C ~ 220°C (Short-term 250°C) |
-60°C ~ 200°C (Excellent low-temp) |
| Fuel / Jet Fuel Resistance |
Excellent (Low swelling) |
Excellent (Low swelling) |
| Acid / Alkali Resistance |
Outstanding |
Moderate to Good |
| Tensile / Tear Strength |
High (Great for dynamic seals) |
Moderate (Not recommended for high stretching) |
| Major Applications |
Fuel hoses, chemical pumps/valves, semiconductor vacuum chambers |
Aerospace seals, low-temp oil lines, outdoor sensors |
4. Jun-Hsiang Enterprise — Your Custom Special Rubber and Molding Partner
Specialty rubbers like Viton and FVMQ have narrow processing windows and are significantly harder to mold than standard rubbers. Jun-Hsiang Enterprise Co., Ltd. possesses over 30 years of mold engineering and custom formulation experience, providing highly cost-effective manufacturing:
- Custom Formulations & Hardness: We support Shore A 50° to 90° hardness adjustments and can customize compounds for specific anti-static or chemical-resistant specs.
- Rubber-to-Metal Bonding: Our dedicated metal surface treatment and adhesive application line allows us to bond Viton or FVMQ to metal substrates (stainless steel, brass, aluminum alloys) during molding. The bond strength exceeds the rubber's tensile limit, preventing delamination.
Whether you require prototyping, technical evaluation, or mass production, we provide complete B2B manufacturing services. Share your STEP/IGS files or physical samples with our engineering team for in-depth consultation.
Technical Article
Precision Silicone & Rubber Components Design Guide for Drones: Damping Balls, Waterproof Rings, and Landing Gear Shock Absorption
Category: Frontier Silicone Applications | Published: 2026-07-02
As drones (UAVs) experience explosive growth in fields like smart logistics, power grid inspection, and agricultural spraying, the environmental endurance and reliability of hardware components have become critical to overall design. A drone's vibration control, airtight sealing, and structural protection rely heavily on polymer silicone and rubber parts. This guide dives into design criteria including hardness calibration, dampening coefficients, LSR injection, and rubber-to-metal bonding.
In UAV hardware architecture, flight controllers, camera gimbals, and power systems are highly sensitive to high-frequency vibration and moisture. Precision silicone and rubber components, though small, function as the "invisible mechanical shield" that stabilizes flight, prevents water intrusion, and cushions landings. Below is a detailed design guide for silicone and rubber components across three core UAV application areas:
1. Gimbal Camera Dampers & Motor Mount Cushions (Vibration Isolation)
Propellers and motors spinning at high speeds (50Hz–200Hz) cause high-frequency jitter, resulting in the "jello effect" in aerial video.
- Gimbal Damping Balls: Must be designed with low-hardness (Shore A 30°–45°) high-damping (tan δ) silicone rubber. Its viscoelastic properties absorb micro-vibrations, while the shear and compression rigidity must be mathematically calibrated based on camera payload.
- Motor Mount Dampers: We recommend rubber-to-metal bonding. Covalently bonding custom NBR or FKM rubber to aluminum alloy motor mounts eliminates secondary assembly, isolates motor resonance, and prevents gyroscope signal distortion.

▲ Custom high-damping gimbal balls and metal-bonded motor mount dampers by Jun-Hsiang
2. Flight Controller Sealing & Dynamic Joint Bellows (Airtight Weatherproofing)
Industrial and delivery drones require all-weather operation, requiring them to perform under high-altitude freezing temperatures (-40°C or below) and rain.
- Waterproof Sealing Rings: Traditional elastomers harden and crack in subzero temperatures. LSR (Liquid Silicone Rubber) injection-molded gaskets provide excellent compression set resistance (< 10%) and thermal stability (-60°C to 250°C), achieving IP67/IP68 ingress protection.
- Servo Dust Boots: For dynamic joints in VTOL tilt-rotor drones, ultra-thin (0.3mm–0.5mm) high-tear silicone bellows protect internal servo gearboxes from rain and dust without adding rotational drag.
3. Landing Gear Buffers & Battery Slip Pads (Physical Protection)
- Landing Gear Pads: Engineered from high-wear, tear-resistant NBR or Polyurethane (PU) to absorb high impact forces during hard landings, preventing micro-fractures in carbon fiber arms.
- Battery Anti-Slip Pads: EPDM rubber provides high weather/UV resistance and maintains a high coefficient of friction under high aerodynamic forces, preventing battery shifts.
UAV Precision Component Materials Comparison:
| Part Name |
Recommended Material |
Hardness (Shore A) |
Key Performance Index |
| Gimbal Dampers |
High-Tear Silicone / NR |
30°–45° |
High damping ratio, high resilience, tear-resistant |
| Airtight O-Rings |
LSR (Liquid Silicone) |
50°–65° |
Low compression set (<10%), subzero elasticity |
| Motor Mounts |
Oil-Resistant NBR |
60°–70° |
Bonding strength > 4.5 MPa (covalent metal bonding) |
| Landing Gear Buffers |
Polyurethane (PU) / CR |
70°–80° |
Ultra-high wear resistance, excellent tear strength |
Four. Jun-Hsiang — Your Engineering Partner for High-Reliability UAV Parts
Most UAV dampers and sealing components are custom-engineered. With over 30 years of OEM expertise, Jun-Hsiang Enterprise is equipped with Liquid Silicone Rubber (LSR) injection machines and professional rubber-to-metal bonding lines. We provide an integrated solution—ranging from custom material compounding (low-temp flexibility, high tear strength) to high-precision tooling and rapid prototyping. Let us help your products withstand severe environmental tests and capture opportunities in the global drone market.
Technical Article
The Rise of AI Servers & Drones: Key Applications and Design Trends for High-End Precision Silicone Rubber Components
Category: Frontier Tech Silicone Applications | Published: 2026-06-26
With the explosive growth of the Artificial Intelligence (AI) server and drone (UAV) industries, hardware requirements for high-temperature thermal dissipation, high-frequency vibration damping, and extreme weatherproofing have reached industrial and aerospace standards. Silicone rubber, with its superior thermal tolerance, shock absorption, and electrical insulation properties, has become an indispensable core precision component in these two frontier industries. This article provides an in-depth analysis...
In the era of rapid development of Artificial Intelligence (AI) and Unmanned Aerial Vehicles (UAV), hardware stability directly determines the performance of algorithms and control systems. Operating in environments characterized by high voltage, high heat, high-speed vibration, and highly variable outdoor weather, high-end precision silicone rubber components play the role of "unsung heroes." Below are the key applications and design trends in these two core areas:
1. Key Applications of Silicone Rubber in AI Servers & Hardware
AI computing chips (such as GPUs and ASICs) release massive amounts of heat under heavy loads, and high-speed cooling systems introduce micro-vibrations, placing strict requirements on hardware sealing and shock absorption:
A. Efficient Thermal Interface Materials (TIM)
Ultra-high thermal conductivity silicone sheets or thermal gels must be used between AI chips and heat dissipation modules. By adding ceramic powders such as alumina, boron nitride, or silicon carbide, silicone provides excellent heat transfer efficiency (3.0~8.0 W/m·K or higher) while maintaining electrical insulation and soft elasticity (Shore A 10°~25°).
B. Liquid/Water Cooling Leak-Proof Gaskets
To break through heat dissipation bottlenecks, AI cabinets are rapidly shifting to liquid cooling. Gaskets and water-way seals manufactured via LSR (Liquid Silicone Rubber) injection molding possess extremely low compression set (requiring < 10%) and high chemical degradation resistance. They maintain 100% leak-proofing over years of high-temperature cycling, protecting expensive boards from moisture damage.

▲ High-conductivity thermal sheets and high-sealing LSR gaskets produced by Jun-Hsiang
C. EMI Shielding Gaskets
AI servers host numerous high-frequency communication modules where electromagnetic interference (EMI) can severely degrade data rates. We mix conductive particles like nickel-graphite or silver-copper into silicone to produce co-extruded or molded EMI shielding gaskets. These shield high-frequency noise, keeping volume resistivity below 0.01 Ω·cm.
2. Technical Demand of Drones (UAVs) for Precision Silicone Rubber
Drones must withstand high-altitude freezing temperatures, rain wash, and high-speed motor rotation. They are highly sensitive to lightweight construction, shock absorption, and weather resistance:
▲ Drone gimbal dampening balls and metal-bonded motor mount dampers by Jun-Hsiang
A. Gimbal Camera High-Damping Balls
The high-speed rotation of drone propellers causes high-frequency jitter (jello effect). Gimbal dampening balls must utilize silicone rubber with excellent resilience and damping coefficients, with carefully calibrated hardness (typically between Shore A 30° to 45°), to perfectly absorb micro-vibrations and ensure stable aerial photography and inspection footage.
B. Motor Mount Dampers (Rubber-to-Metal Bonding)
A drone's motor mount is the origin of heat and vibration. Utilizing **rubber-to-metal bonding technology**, aluminum alloy inserts are covalently bonded with custom NBR rubber inside the mold. This eliminates secondary assembly, provides high pull-out strength, isolates motor heat, and prevents motor vibrations from interfering with the IMU/gyroscope sensors.
C. Landing Gear Shock Absorbers
Using high-wear, tear-resistant NBR or PU rubber buffers on landing gear feet dampens landing impact forces, preventing micro-fractures in the drone's carbon fiber arms over time.
D. Servo Dust Boots
On the tilt-rotor joints and servo linkages of VTOL drones, ultra-thin (0.3mm~0.5mm) bellows made of high-strength silicone are used. They protect servo gearboxes from agricultural chemical sprays, dust, and rain without adding rotation resistance.
E. IP67/IP68 Enclosure Seals via LSR Overmolding
For all-weather drones (e.g., patrolling in rain or marine rescue), battery bays and housing joints require robust seals. **LSR double-shot overmolding** direct-bonds liquid silicone onto rigid PC/PA plastic frames, offering zero assembly tolerances and preventing peel-off or leakage from -40°C to 85°C.
Material Specification Guide for AI & Drone Applications:
| Component |
Material |
Core Spec Guideline |
Key Process |
| Chip Thermal Pad |
Ceramic-filled Silicone |
3~8 W/m·K, Shore A 15° |
Mixing Extrusion / Die-cut |
| Liquid Cooling Gasket |
LSR Liquid Silicone |
Compression Set < 10%, Coolant Res. |
Automated LSR Injection |
| Gimbal Dampening Ball |
High-Tear Silicone |
High tan δ damping, Shore A 35° |
Compression Molding / LSR |
| Waterproof Connector |
LSR + PC/PA Plastic |
IP68, Bond Strength > 4.0 MPa |
Double-shot LSR Overmolding |
3. Jun-Hsiang — Your Trusted Partner for Next-Gen Hardware Manufacturing
Most precision silicone components for AI and drone projects require custom tooling. Jun-Hsiang Enterprise Co., Ltd. possesses over 30 years of mold engineering and material modification experience. At our plant in New Taipei City, we offer complete NRE services, from formulation adjustments to LSR injection molding. Bring your STEP/IGS files or physical samples to our technical team for custom prototypes and high-yield mass production.
Technical Article
Solid Silicone Compression Molding vs. LSR Liquid Silicone Rubber Injection: How to Choose the Best Custom Process?
Category: Silicone & Rubber Molding | Published: 2026-06-24
Many engineers and buyers face the choice between traditional solid compression molding and liquid silicone rubber (LSR) injection molding when looking for a silicone OEM factory to develop new products. These two processes differ significantly in tooling costs, precision, and production volume suitability. This article provides an in-depth comparison...
When developing silicone rubber products, choosing the correct molding process not only affects product quality but also directly determines tooling budgets and long-term production costs. Below is an in-depth analysis of the differences between traditional solid compression molding and modern automated liquid silicone injection:
1. Solid Silicone Vacuum Compression Molding
This is a long-standing, mature molding method using pre-mixed solid silicone compound (clay-like texture).
- Production Process: The raw compound is cut and weighed, then manually placed into preheated steel mold cavities. A hydraulic press closes to apply high temperature and pressure, curing and vulcanizing the silicone within the mold.
- Advantages: The difficulty of mold development and precision requirements are relatively low, making initial tooling costs more economical. It is highly suitable for low-to-medium volume production, especially for larger, simpler silicone components (such as anti-vibration rubber pads, seals, and large protective covers).
- Disadvantages: Manual material weighing and placement limit production efficiency. It results in thicker flash, with dimensional tolerances typically controlled within ±0.15mm to ±0.20mm, making it less suitable for ultra-intricate precision parts.
2. LSR Liquid Silicone Rubber Injection Molding
This is an automated injection process designed to meet the demands of precision polymer products, using two-part (Part A and Part B) low-viscosity liquid silicone.
- Production Process: Part A and Part B raw materials are mixed at a precise 1:1 ratio and injected directly into heated closed mold cavities via a precision runner system, curing rapidly in seconds to tens of seconds.
- Advantages: Production with extremely short cycle times. Thanks to the excellent flowability of liquid silicone, it can produce ultra-complex, thin-walled, micron-level parts, with dimensional tolerances controlled within ±0.02mm to ±0.05mm. The process generates minimal flash, and the fully enclosed piping prevents human/environmental contamination, making it ideal for medical-grade silicone parts and electronic-grade waterproof seals.
- Disadvantages: The mold design is highly sophisticated (requiring precise runner control and high vacuum venting), leading to expensive initial tooling costs. High-volume mass production is recommended to achieve optimal tooling depreciation.
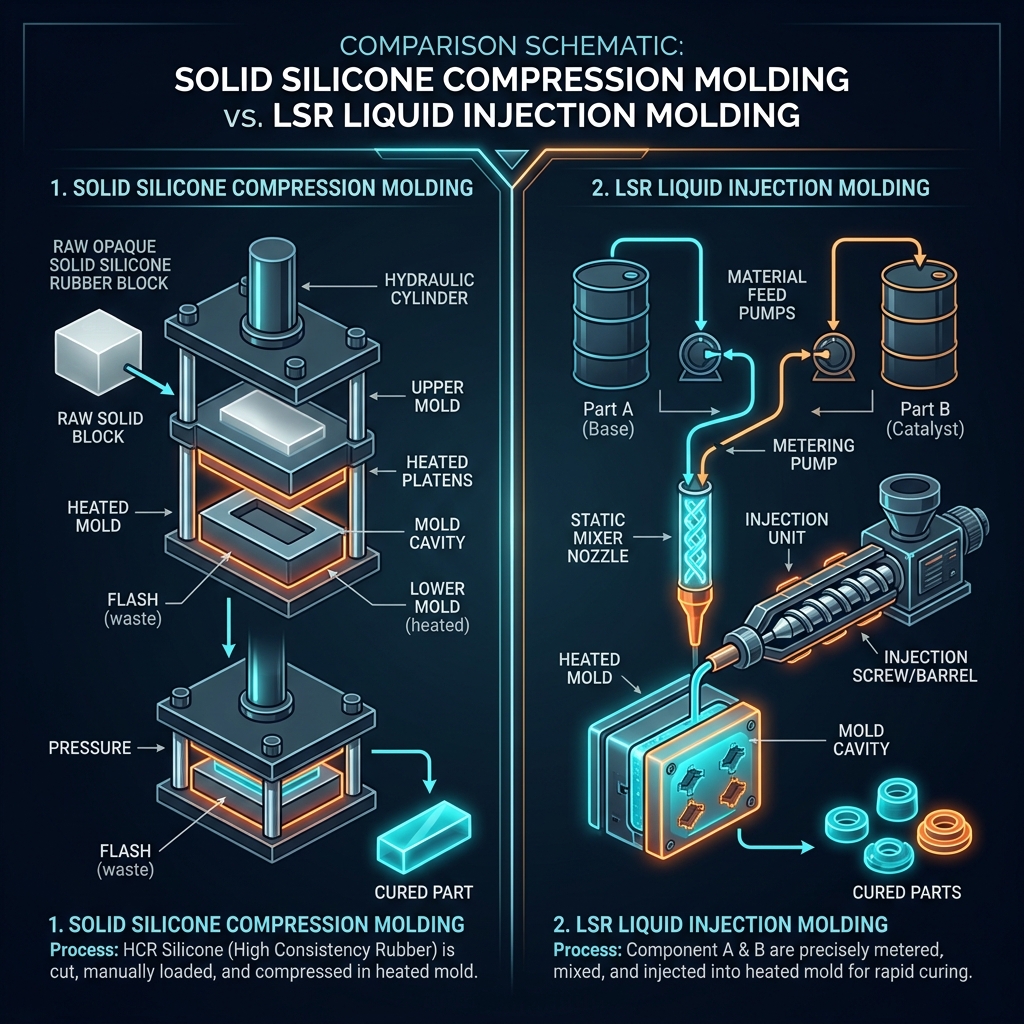
▲ Comparison of solid silicone hot pressing and automated LSR injection molding processes
Process Selection Matrix:
| Evaluation Metric |
Solid Compression Molding |
LSR Injection Molding |
| Tooling Cost |
Low to Medium (Economical) |
High (Technically Demanding) |
| Part Unit Cost |
Medium (Includes manual labor) |
Low |
| Precision / Tolerance |
±0.15mm ~ ±0.20mm |
±0.02mm ~ ±0.05mm |
| Suitable Volume |
Low to Medium (1K - 20K) |
High Volume (>10K+) |
Technical Article
Silicone to Plastic & Metal Overmolding: Key Technologies to Ensure Tight Bonding & Prevent Delamination
Category: Overmolding & Bonding | Published: 2026-06-24
Overmolding (insert molding) is a process of molding flexible silicone directly onto rigid plastic (PC/PA/PBT) or metal substrates (aluminum, stainless steel, copper, iron). Maintaining chemical and physical bonding under various external stresses tests an OEM factory's mold development capabilities...
In designs like waterproof electronic accessories, medical catheter connectors, and automotive dampers, silicone-to-plastic and silicone-to-metal bonding are highly common. This process eliminates post-molding manual assembly and achieves IP68 waterproof and dustproof capabilities. Below are the four core steps to ensure a perfect chemical bridge and prevent substrate separation:
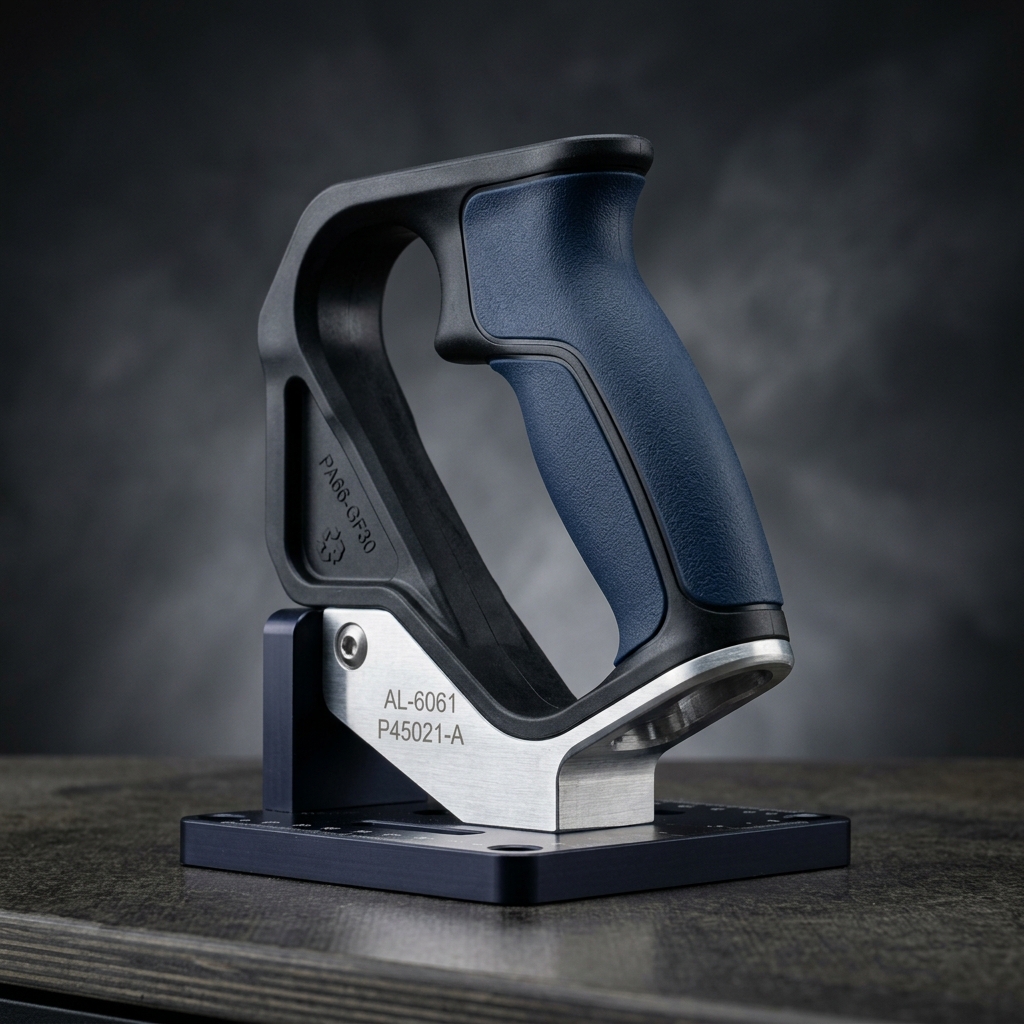
▲ Custom silicone overmolded onto metal inserts and rigid plastics produced by Jun-Hsiang
1. Strict Selection of Substrate Temperature Limits
Silicone curing temperatures typically range between 130°C and 175°C. Therefore, when overmolding silicone onto plastic, the rigid plastic substrate must withstand high temperatures, such as PC (polycarbonate), PA+GF (glass-reinforced nylon), PBT, or PEEK. Substrates with lower heat resistance (like ABS or PE) will easily melt or deform inside the mold.
2. Physical Surface Treatment & Activation
A perfect bond relies on a clean surface that allows mechanical interlocking. Before metal inserts (such as stainless steel or copper) are placed in the mold, they must undergo degreasing and oxide removal. Depending on requirements, sandblasting or plasma treatment is applied to increase micro-roughness, allowing the silicone to interlock physically.
3. Uniform Primer Application
This is the key to chemical bonding. Primer molecules possess dual reactive functional groups: one end bonds with the metal (or plastic) surface via intermolecular forces or covalent bonds, while the other end participates in the cross-linking reaction of the silicone during high-temperature curing. The primer thickness and drying temperature must be strictly controlled; too thick creates a brittle layer, while too thin results in weak adhesion.
4. Precision Mold Positioning & High-Pressure Control
During high-pressure injection, flowing silicone exerts a strong force on the metal or plastic inserts. If the mold positioning is inaccurate, the insert can shift by micrometers, leading to uneven wall thickness or exposed substrates. Additionally, the mold must feature efficient vacuum venting to prevent residual air at the bonding interface, which can inhibit the primer's chemical cross-linking.
Jun-Hsiang Enterprise has over 30 years of custom manufacturing experience. In our New Taipei City factory, we feature dedicated surface treatment areas and precision pull-testing equipment, allowing us to deliver the most reliable bonding quality and waterproof guarantees for complex multi-material assemblies.
Technical Article
Conductive Silicone Keypad Design Guide: Resistance, Travel, and Tactile Force Specifications
Category: Conductive Keypad Design | Published: 2026-06-24
Conductive silicone keypads are widely used in industrial instruments, remote controls, medical devices, and automotive center consoles. To design a keypad with a comfortable feel, crisp feedback, and stable electrical signals, developers must calibrate the tactile force, travel distance, and conductive contacts...
Silicone keypads get their springy, tactile feel from the internal webbing (web) design. A high-quality keypad design requires mastering the following three physical specifications:
1. Actuation Force & Tactile Ratio
The force required to press the key (F1). Consumer electronics (like TV remotes) range from 80g to 120g; industrial, medical, and automotive panels require higher forces (150g to 250g) to prevent accidental activation. The tactile ratio `(F1 - F2) / F1` should be controlled between 40% and 60% to deliver a crisp click; below 30%, it feels mushy.
2. Travel & Pre-travel
Standard keypads have a travel distance of 1.0mm to 2.0mm. Short travel distances respond quickly, but if too short (<0.8mm), feedback is hard to perceive; excessively long travel increases finger fatigue.
3. Material Options for Conductive Contacts
Carbon Pills (resistance 100-150 ohms) are the most cost-effective and durable solution; Metal Pills (Gold/Silver) (resistance <10 ohms) are used for low-latency, high-precision signals; Conductive Ink is ideal for low-profile keypad designs.
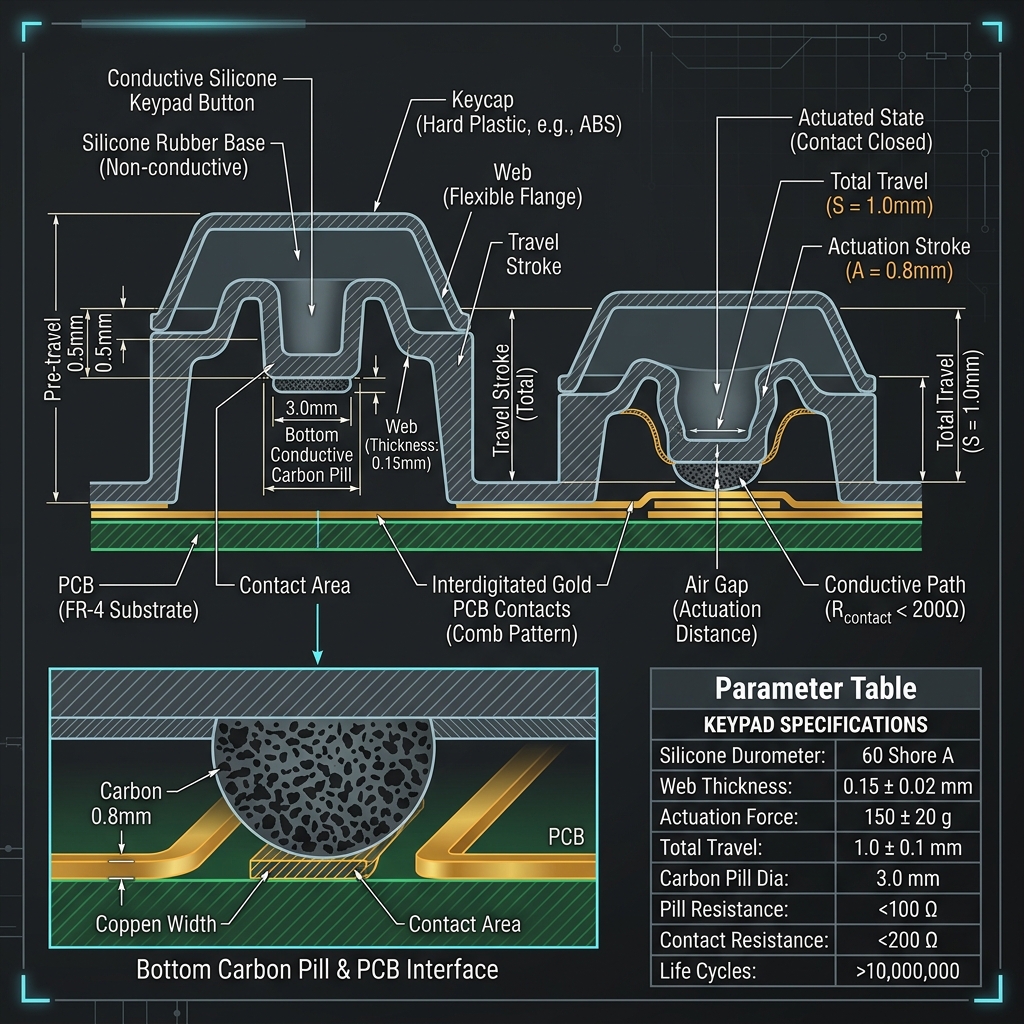
▲ Section diagram showing travel, pre-travel, webbing (web), and bottom contact of a silicone keypad
Jun-Hsiang Enterprise possesses over 30 years of precision mold development capability, offering one-stop tooling services to help you calibrate webbing thickness for the perfect tactile feedback. Our factory is located on Xinshu Road in Xinzhuang, and we welcome you to provide drawings for technical discussion.
Case Study
Medical Grade LSR Liquid Silicone Breathing Mask Parts: High Quality & Precision Mass Production
Category: Medical Device Silicone OEM | Published: 2026-06-24
A well-known Taiwanese respiratory medical device manufacturer commissioned us to produce silicone cushions for their new sleeping masks. Requirements: Must comply with FDA food-grade and ISO 10993 biocompatibility standards, with flash strictly controlled below 0.03mm, and zero human oil contamination during manufacturing...
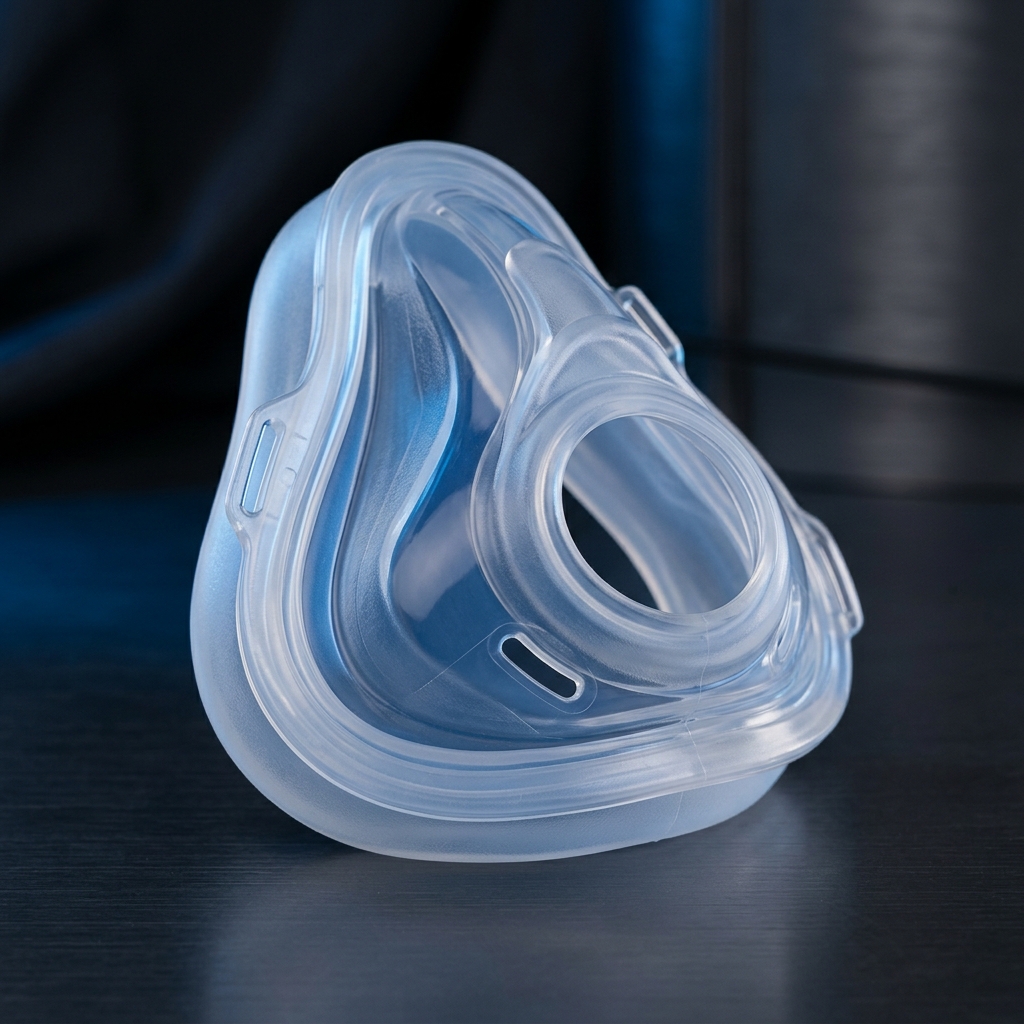
▲ Medical-grade clean, biocompatibility-tested LSR breathing mask cushion produced by Jun-Hsiang
【Technical Challenges】
The breathing mask maintains long-term skin contact and must not release volatile organic compounds during sterilization. Traditional compression molding, with its manual weighing and placement, is prone to dust or operator fingerprint oils. In addition, the complex 3D facial contouring demanded extremely high precision along the mold parting line; any tiny flash would cause user discomfort.
【Jun-Hsiang's Solutions】
Using a fully closed dual-component metering system, raw materials are pumped directly from sealed drums at a 1:1 ratio into the injection unit. The entire process prevents air exposure and human contact, ensuring 100% contamination-free production. We designed a mold with micro-precision parting lines and venting systems, strictly controlling injection parameters to keep flash below 0.03mm. We assisted the client in optimizing curing times and post-curing temperatures to eliminate volatiles, ensuring compliance with FDA 21 CFR 177.2600.
【Mass Production Benefits】
By implementing automated LSR injection, the cycle time per part was reduced from 120 seconds to just 25 seconds, boosting capacity by 380%. The finished product yield reached 99.7%, helping the client capture global medical accessory market share.
Case Study
Automotive Precision Waterproof Socket: LSR Overmolding Partnership Case
Category: Automotive Electronic Seals | Published: 2026-06-24
A Tier 1 European/American automotive parts supplier needed to mold a soft liquid silicone seal directly onto a rigid PA66 plastic connector housing. The product had to pass the IP69K high-temperature and high-pressure water jet test and maintain stable adhesion through temperature cycling from -40°C to 150°C...
【Technical Challenges】
High-frequency vehicle vibrations often caused the manually installed O-ring to slip, leading to leakage and short circuits. Thus, the client chose to implement plastic-to-silicone overmolding. The challenge was that the bonding interface was very narrow, requiring tight adhesion without delamination under high injection pressures.
【Jun-Hsiang's Solutions】
We injected the PA66 frame in the first station, and then a robotic arm precisely located the frame into the second LSR injection mold cavity, holding positioning tolerance within ±0.01mm to prevent flash. We tested and selected a specialty self-adhesive LSR that bonds chemically with PA66, eliminating the primer step. We designed custom mold cavity venting and gating configurations to ensure optimal molecular cross-linking at the polymer-silicone interface, maintaining shear strengths >4.5 MPa after thermal cycling.
【Mass Production Benefits】
Successfully passed the automotive OEM's IP69K waterproof standard and vibration tests. This eliminated post-mold manual assembly costs and increased sealing reliability to 100%.

▲ LSR liquid silicone double-shot overmolded directly onto hard PA66 plastic automotive connector plug
Case Study
Heavy-Duty Industrial Anti-Vibration Pads (Silicone-to-Metal Bonding): Optimizing Tear Strength & Adhesion
Category: Heavy Industrial Anti-Vibration | Published: 2026-06-24
A major heavy machinery manufacturer commissioned us to develop an anti-vibration mount. The core structure featured a heavy steel insert overmolded with high-damping silicone rubber. The product had to support loads over 500 kg without the rubber separating from the metal core under high-frequency vibration...

▲ Industrial heavy machinery vibration isolation mount with high-bond rubber-to-metal vulcanization
【Technical Challenges】
The heavy steel cores had a large thermal mass and a different heat transfer rate than silicone, causing uneven curing inside the mold. Additionally, high-frequency machine vibration subjected the bonding interface to high dynamic shear forces. Traditional compression molding often resulted in rubber-metal separation, ruining the damping effect.
【Jun-Hsiang's Solutions】
We subjected the steel inserts to high-pressure blasting using 80-grit abrasive media, roughening the metal surface, and did a chemical wash to remove oils. In a dust-controlled room, we applied a specialty primer, keeping thickness within 5 to 10 microns, to form covalent bonds with metal hydroxyl groups. We utilized vacuum compression presses to remove air from the mold cavity, preventing void formation at the interface, followed by a 4-hour post-curing cycle.
【Mass Production Benefits】
The anti-vibration pads successfully passed 200,000 compression cycles under heavy load. In pull tests, the rubber itself failed (cohesive failure), demonstrating that the bond strength at the metal-silicone interface exceeded the rubber's own tensile limit.